فرآوری قیر اصلاحشده بهوسیله پلیمرهای ضایعاتی گرمانرم (Termoplastic)
")

فرآوری قیر اصلاحشده بهوسیله پلیمرهای ضایعاتی گرمانرم (Termoplastic)
اینیک فرآیند بهخوبی شناختهشده است که دارای اهمیت ویژهای در تعیین خصوصیات ترمودینامیکی بایندر اصلاحشده نهایی است. در این زمینه، ایجاد شرایط فرآوری بهینه شامل درجه حرارت و زمان عملیات بهطوریکه اتصال مواد قیری با خواص عالی به دست آید، ضروری است. تنوع زیاد از دستگاههای مخلوطکن برای فرآوری پلیمرهای اصلاحکننده قیر (PMB) بر اساس نوع فرآوری برشی کم یا برشی بالا بهصورت سنتی مورداستفاده قرارگرفته است (Garcia-Morales و همکاران ۲۰۰۷-۲۰۰۴). این بخش به هردو فرآیند سینتیک برشی کم و برشی بالا PMB ها نگاه کرده و اطلاعات باارزشی را در مورد رفتار بایندر در مراحل مختلف عملیات اختلاط ارائه میکند (Belokon و۲۰۰۲Inozemtsev ). مقایسه در مورد خصوصیات ترمودینامیکی بایندر اصلاحشده درنتیجه استفاده از دستگاههای فرآوری شیار بالا و شیار پایین در بخش بعدی ارائه خواهد شد.
الف) فرآیند برشی پایین
دستگاه فرآوری برشی پایین از یک پروانه حلزونی در داخل مخزن مخلوطکن همراه با مبدل و موتور مرسوم کنترلکننده کرنش رئومتر است (شکل a) 5-1) ).
شکل ۲-۵ مربوط به تکامل گشتاور در طول اختلاط قیر bit.1)pen60)به همراه ۵ درصد وزنی پلی الیفین ضایعاتی گرمانرم (pol.1) که ترکیبی از اتیلن ونیل استات و پلی اتیلت کم چگال (نسبت ۲:۱) است، می باشد. برخی از ویژگیهای قیر و پلی الیفین در جدول ۱-۵ خلاصهشده است. آزمایشهای انجامگرفته در دماهای مختلف (۱۶۰ و ۱۸۰ درجه سانتی گراد) برای سرعت هم زدن ثابت ۱۲۰ دور در دقیقه (شکل a) 5-2) )و سرعت هم زدن مختلف (۲۰ و ۱۲۰ درو در دقیقه) برای یک دمای ثابت ۱۸۰ درجه سانتی گراد (شکل b) 5-2) ) انجامگرفته است.
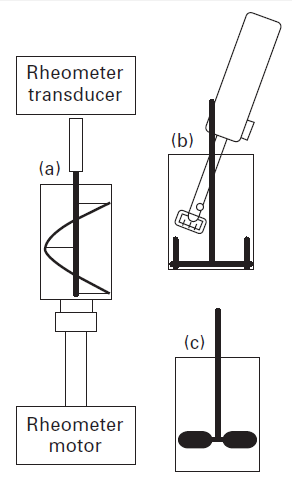
شکل شماره ۱-۵ دستگاههای فرآوری مختلف مورداستفاده در تولید PMB های مطالعه شده
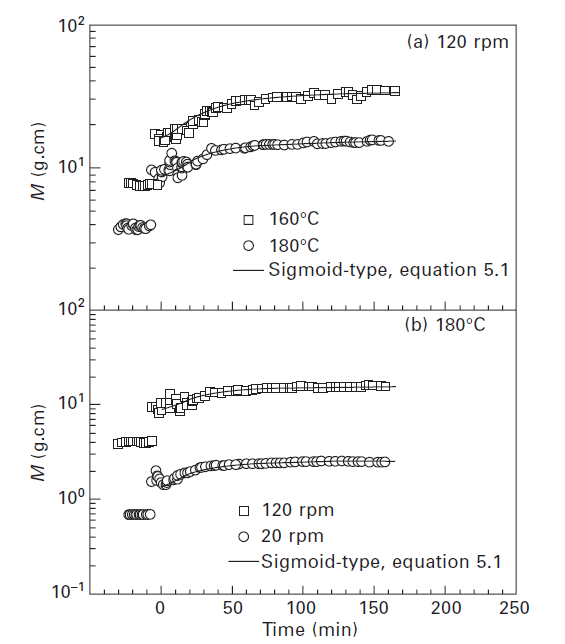
شکل شماره ۲-۵ تکامل گشتاور در طول فرآیند ترکیب bit.1/pol.1 (پنج درصدوزنی)تولیدشده توسط دستگاههای برشی پایین در شکل (a 5-1) در درجه حرارت مختلف (a) و سرعت هم زدن مختلف (b)
همیشه دو منطقه مختلف در تکامل گشتاور بازمان مشاهده میشود. در طول مرحله نخست، قیر دستنخورده تحت تکاندهنده در دمای فرآوری به مدت ۲۰ دقیقه برای رسیدن به یکنواختی حرارتی در سراسر نمونه قیر در داخل مخزن اختلاط نگهداشته میشود. مرحله دوم که بهوسیله افزایش شدید در گشتاور بهعنوان نتیجه افزودن پلیمر مشخص میشود. برای یک دوره زمانی کوتاه پس از افزودن پلیمر، اطلاعات گشتاور بهعنوان یک مجموعه از نقاط پراکنده ظاهرشده و یکروند روشنی ملاحظه نمیشود. بدین ترتیب، پلیمر هنوز به دمای ذوب نرسیده و قطعات جامد پلیمر در داخل ماتریکس قیری پراکنده میباشد که درنتیجه گشتاور بهدرستی نمیتواند تعیین شود. چند دقیقه بعد، درجه حرارت به بیش از نقطه ذوب پلیمر رسیده که به نفع ترکیب آن با قیر است. تنش برشی نشات گرفته از حرکت پروانه حلزونی پلیمرها را به قطرات کوچک در سراسر نمونه پراکنده میکند. در این روش دامنه پلیمر شروع به انجام واکنش با برخی از ترکیبات قیر کرده و درنتیجه یک افزایش آهسته در گشتاور طی یک دوره زمانی بلندمدت مشاهدهشده که به شرایط فرآوری که شامل سرعت هم زدن و درجه حرارت است بستگی دارد (Bebkon و ۲۰۰۲Inozemtser).
سیر تکاملی گشتاور بازمان را میتوان با استفاده از معادله نوع Sigmoid(هلالی) نشان داد:
فرمول ۱-۵ 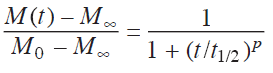

که در آن M0 و ∞M مقادیر گشتاور برای پلیمر/ترکیبات قیر درست بعد از افزودن پلیمر و در مرحله نهایی فرآیند است و t1/2 و p پارامترهای اتصالات هستند. لازم به ذکر است که مدل برای افزایش گشتاور مبتنی بر معادلات نهایی نمیتواند برای دوره کوتاه زمانی قبل از واکنش قیر-پلیمر محاسبه شود. درنتیجه یک مدل هلالی (Sigmoid) ارائهشده است (Franco و همکاران ۲۰۰۵).
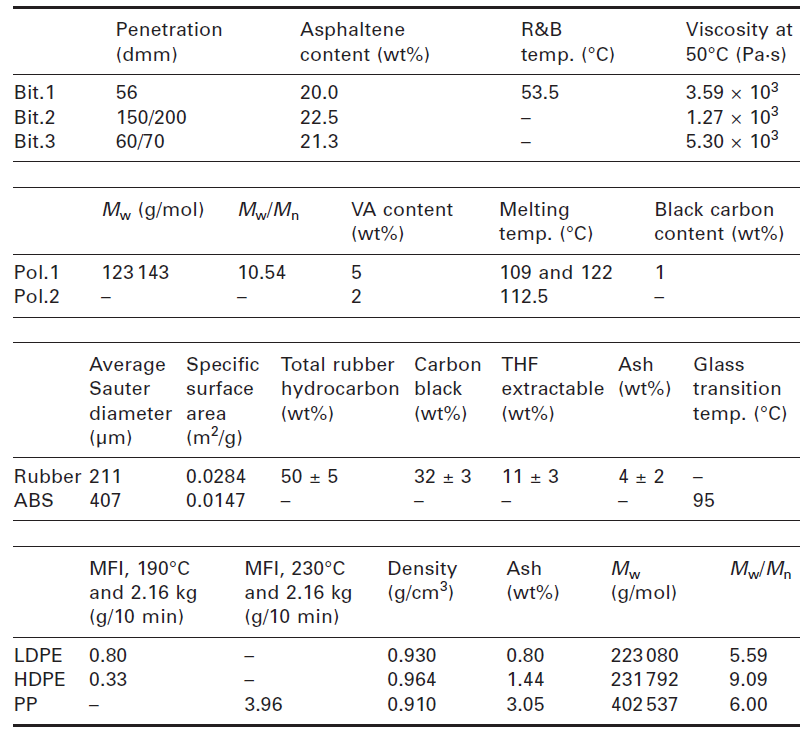
جدول شماره ۱-۵ برخی از ویژگیهای قیر و پلیمر ضایعاتی استفادهشده
جدول ۲-۵ فهرست تمامی پارامترهای اتصالات را توصیف کرده است؛ مانند زمان اختلاط tmix که برای رسیدن به ترکیب قیر-پلیمر به میزان ۹۵ درصد مقدار گشتاور در حالت پایدار ضروری است و ∞M. آنچه قابلمشاهده است، مدل پارامترهای t1/2 و p، همچنین زمان اختلاط tmix، با افزایش دما کاهش مییابد. سرعت هم زدن تأثیر بسزایی در زمان اختلاط نداشته و تفاوتهای یافت شده به عدم دقت در روش آزمایشگاهی مورداستفاده نسبت داده میشود. افزایش در سرعت هم زدن منجر به رسیدن به مقدار بیشینه گشتاور میشود. ازاینرو، به نظر میرسد که درجه حرارت تأثیر بیشتری در خصوصیات رئولوژیکی قیر اصلاحشده نسبت بهسرعت هم زدن و تحریک در هنگامیکه نمونه در دستگاه برشی پایین فرآوری میشود، دارد.
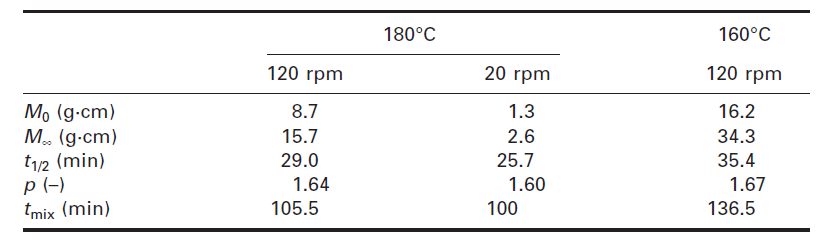
جدول شماره ۲-۵ پارامترهای اتصالات (فرمول ۱-۵) و tmix برای مخلوط bit.1 و pol.1 (پنج درصد وزنی) تهیهشده با مخلوطکن برشی پایین در دو درجه حرارت متفاوت (۱۶۰ و ۱۸۰ درجه سانتی گراد) و سرعت هم زدن متفاوت (۲۰ و ۱۲۰ دور در دقیقه)
ب) فرآیند برشی بالا
سیستم برشی بالا از هموژنیزه کننده برشی بالا و لنگر پروانهای تشکیلشده است (شکل b) 5-1) ). سینتیک مخلوط قیر bit.1) Pen60 ،مشاهده جدول ۱-۵) با ۵ درصد وزنی پلی الیفین های گرمانرم ضایعاتی (pol.1، مشاهده جدول ۱-۵) بهوسیله اندازهگیری نمونه گرفتهشده از دستگاه مخلوطکن در زمانهای متفاوت فرآیند پیگیری میشود. شکل ۳-۵ نشاندهنده منحنی جریان ویسکوز در ۵۰ درجه سانتی گراد برای نمونههای فرآوری شده در سرعتهای چرخان متفاوت (۹۵۰۰ و ۱۷۵۰۰ دور در دقیقه) است که از مخزن مخلوط در فواصل زمانی ۱۵ دقیقهای در طول ۶۰ دقیقه نخست فرآیند و سپس در فواصل ۳۰ دقیقهای تا زمان نهایی آزمون (۱۵۰ دقیقه) گرفتهشده است. منحنی جریان ویسکوز در ۵۰ درجه سانتی گراد برای قیر دستنخورده نیز گنجاندهشده است. دمای فرآوری در ابتدا ۱۵۰ درجه سانتی گراد تعیینشده است. بههرحال، به دلیل سطح بالای حرارت تولیدشده بهوسیله برش، درجه حرارت بهسرعت تا ۱۶۲ و ۱۸۰ درجه سانتی گراد برای دو سرعت چرخان مطالعه شده افزایش مییابد. بعد از گذشت ۱۵ دقیقه از آغاز، درجه حرارت ثابت باقی میماند.
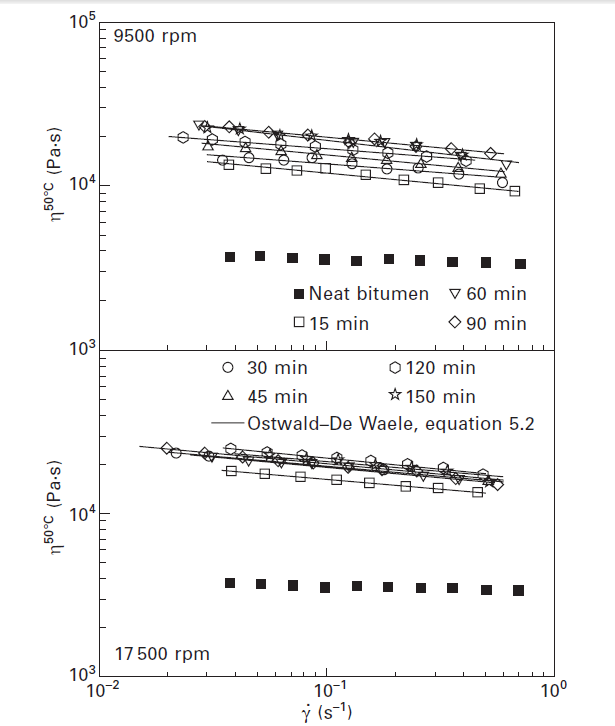
شکل شماره ۳-۵ منحنی جریان ویسکوز در ۵۰ درجه سانتی گراد بهعنوان تابعی از زمان فرآیند برای مخلوط bit.1/pol.1 (پنج درصد وزنی) تولیدشده بهوسیله دستگاه برشی بالا در شکل (c 5-1) در دو سرعت هم زدن متفاوت
آنچه در شکل ۳-۵ قابلمشاهده است این است که افزودن پلیمر منجر به افزایش قابلتوجه در ویسکوزیته میشود. علاوه بر این، سیر تکاملی ویسکوزیته بهسرعت چرخان بستگی دارد. بدین ترتیب نمونه PMB فرآوری شده در ۹۵۰۰ دور در دقیقه تحت افزایش تدریجی در ویسکوزیتهقرار میگیرد. در مقابل، فرآیند اختلاط قیر-پلیمر در ۱۷۵۰۰ دور در دقیقه نشاندهنده سیر تکاملی سریعتر ویسکوزیته بازمان فرآوری است.
قابلذکر است که رفتار برشی نازک شدن نشان دادهشده توسط این نمونههای قیر اصلاحشده در ۵۰ درجه سانتی گراد میتواند بهسادگی توسط یک معادله قانون قدرت شبیه به معادله Ostwald De Waele توصیف شود (فرمول ۲-۵).
فرمول ۲-۵ 

که در آن k و n به ترتیب شاخص ثبات و شاخص جریان میباشد. شکل ۴-۵ نشاندهنده سیر تکاملی k در ۵۰ درجه سانتی گراد به همراه زمان فرآوری است. آنچه قابلمشاهده است این است که شاخص ثبات در زمان فرآیند افزایش مییابد. بههرحال، نه زمان فرآیند و نه سرعت چرخان اثر قابلتوجهی در شاخص جریان که محدوده آن بین ۰/۸۵ و ۰/۹۰ است ندارد. بهعنوان نتیجه، سیر تکاملی ویسکوزیته (و گشتاور) در طول فرآوری میتواند با استفاده از مقادیر شاخص ثبات بهجای گشتاور در فرمول ۱-۵، به معنای جایگزینی ∞M و M0 توسط ∞Kو K0 مدلسازی شود. جدول ۳-۵ نشاندهنده tmix محاسبهشده بهعنوان زمان اختلاط سپریشده تا رسیدن به ۹۵ درصد حالت پایدار مقدار شاخص ثبات ∞K، است که با افزایش سرعت چرخان تا حد زیادی کاهش مییابد. بدین ترتیب، زمان فرآوری کمینه برای فرآوری بایندر در سرعت چرخان ۱۷۵۰۰ دور در دقیقه در حدود ۴۵ دقیقه است. برای زمان فرآوری طولانیتر، ویسکوزیته بایندر تحت تغییرات قابلتوجه بیشتری قرار نمیگیرد. با این اوصاف مقادیر ویسکوزیته باقیمانده بعد از tmix کاملاً شبیه هم بوده و مقدار سرعت چرخان استفادهشده مهم نیست.
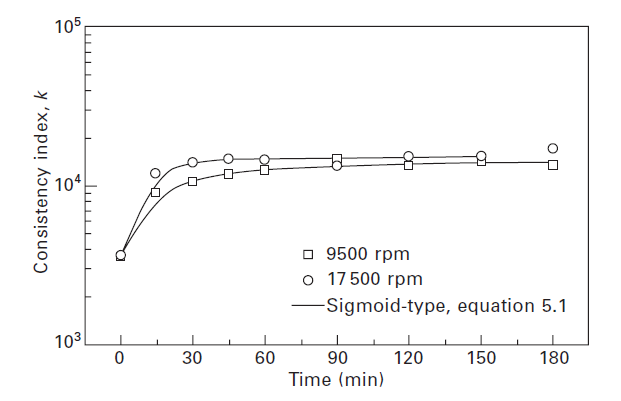
شکل شماره ۴-۵ سیر تکاملی شاخص ثبات بازمان فرآوری بهعنوان تابعی از سرعت چرخان برای مخلوط bit.1/pol.1(پنج درصد وزنی) تولیدشده توسط دستگاه برشی بالا در شکل ۱-۵ (c)
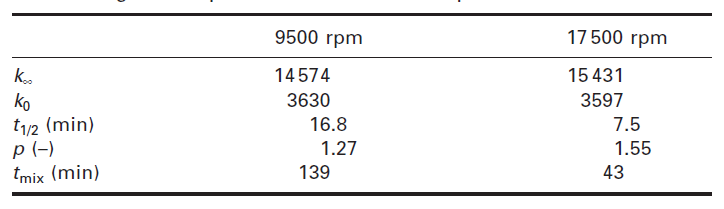
جدول شماره ۳-۵ پارامترهای اتصالات (فرمول ۱-۵) و مقادیر tmix برای مخلوط bit.1 و pol.1 (پنج درصد وزنی) تهیهشده توسط مخلوطکن برشی بالا در دو سرعت چرخان متفاوت (۹۵۰۰ و ۱۷۵۰۰ دور در دقیقه)
برای مشاهده ادامه مطالب این فصل برروی لینک زیر کلیک کنید:

فرآوری قیر اصلاحشده بهوسیله پلیمرهای ضایعاتی گرماسخت(Termosetting)