قیر امولسیونی اصلاحشده پلیمری-بخش ششم


قیر امولسیونی اصلاحشده پلیمری-بخش ششم
شکست قیر امولسیونی اصلاحشده پلیمری
همانطور که در بخش پیشین گفته شد، PMBE و امولسیون اصلاحنشده در خصوصیاتشان بهغیراز خواص بایندر بسیار شبیه به یکدیگر هستند. این امر در مورد خواص شکست نیز به کار گرفتهشده که در یک چهارچوب نظری مشابه برای هردو نوع امولسیون در نظر گرفته میشود.
بهمنظور شناخت شکست قیر امولسیونی، داشتن یک تعریف مشخص ازآنچه شکست نامیده میشود ضروری است. شکست نشاندهنده مجموعهای از عوامل است که منجر به تغییر و تحول امولسیون بایندر اولیه به بایندر نهایی میشود. انعقاد مرحلهای خاص در طول فرآیند است که در آن قطرات بایندر به قطرات بزرگتر تبدیل میشود. این تعاریف ارائهشده برای شکست و انعقاد با تعاریف موردقبول اتحادیه بینالمللی شیمی محض و کاربردی مطابقت دارد.
قطرات اولیه بایندر عمر کوتاهی داشته و تمایل به انعقاد در آنها زیاد است. در این مورد ثبات را باید بهعنوان پایداری ترمودینامیکی تفسیر کرد. امولسیون زمانی پایدار است که قطرات ماهیت خود را بهعنوان مخالف امولسیون ناپایدار درزمانی که قطرات تمایل به انعقاد برای تشکیل فرم نهایی بایندر رادارند، حفظ کنند. ازاینرو شکست امولسیون به علت یکی از موارد زیر است: (شکل شماره ۴)
۱) از بین رفتن دافعه الکترواستاتیک بین قطرات (انقباض ژلهای)
۲) غلظت بسیار زیاد قیر (تشکیل فیلم)
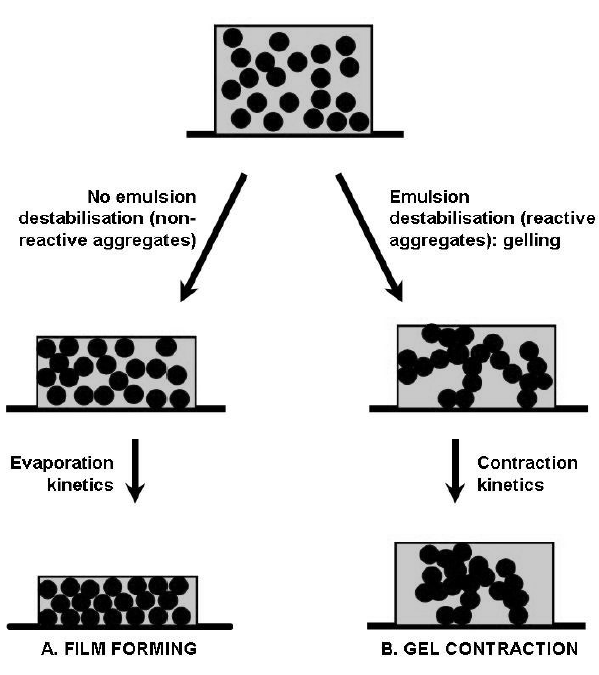
شکل ۴ مسیرهای شکست قیر امولسیونی. انقباض ژلهای براثر واکنش بین ذرات فعالشده و یا با حضور عامل شکست (مانند آهک هیدراته و یا سیمان) این امر محقق میشود.
در زمان شکست امولسیون براثر انقباض ژلهای، سینتیک تشکیل فیلم بایندر توسط سه پارامتر کنترل میشود:
-
ویسکوزیته بایندر:
بایندر نرم و یا بایندری که توسط عامل گدازنده نرم شده سریعتر از بایندر سخت منعقد میشود. دمای بالا به علت آنکه باعث کاهش ویسکوزیته شده منجر به تشدید فرآیند تشکیل فیلم میشود.
-
اندازه ذرات:
وجود ذرات درشت باعث کند شدن سینتیک انقباض میشود.
-
کشش سطحی آب-بایندر:
کشش و تنش بالا منجر به تسریع سینتیک میشود.
عامل مؤثر دیگر بر شکست امولسیون تبخیر است. با توجه به خطر موجود براثر عوامل آب و هوایی که منجر به تحریک شکست امولسیون میشود، فنّاوریهای نوین بیشتر بر پایه شکست بهوسیله انقباض ژلهای استوارشده است. به علت اینکه تبخیر منجر به تشکیل یک پوسته ضد آب میشود، باید از تبخیر با سرعتبالا اجتناب کرد. راهحل ارائهشده برای این حالت، کاهش ضخامت فیلم امولسیون (برای کاربردهایی مانند Chipseals) و اجتناب از فعالیت در ساعات گرم روز است.
مورفولوژی فیلم بایندر نهایی به درجه حرارت وابسته است. همانطور که در بخش قبلی توضیح داده شد، روش خشککردن سریع در آزمایشگاه باعث هدایت مورفولوژی بهخصوص برای امولسیونهای اصلاحشده با لاتکس میشود (شکل شماره ۵).
هرگونه تلاش بهمنظور تسریع فرآیند شکست مصنوعی از طریق ایجاد شرایط خشککردن سریع، باعث از بین رفتن مورفولوژی امولسیون اصلاحشده با لاتکس میشود.
شکل ۵ مسیر شکست امولسیون اصلاحشده با لاتکس، پس از شکست قطعات کوچک لاتکس بهوسیله ذرات بزرگتر محبوس میشوند (a). این امر درنهایت منجر به ایجاد یک شبکه پلیمری پیوسته اطراف ذرات قیر شده (b). تصویر نمایش دادهشده از امولسیون اصلاحشده با لاتکس بهوسیله میکروسکوپ الکترونی (c). در این مورد نمونه تحت تأثیر OsO4 برای ساخت پلیمر غیر محلول قرارگرفته و قیر آن توسط MEK (متیل اتیلن کتون) استخراجشده است.
بهعنوان نتیجهگیری، مقدار پلیمر کمتر از ۲ تا ۳ درصد وزنی تفاوت زیادی در خصوصیات رئولوژیکی بایندر بهبودیافته ایجاد میکند. برای داشتن فاز پلیمر پیوسته به مقدار بیش از ۶ درصد وزنی PMB ساختهشده طی فرآیند گرم نیاز داریم. این موضوع بهروشنی در کار Forbes و همکاران ثابتشده است که در آنها از مسیرهای مختلفی بهمنظور ساخت PMBE استفادهشده و مورفولوژی بایندر آنها موردمطالعه قرارگرفته است. پلیمر یا بهصورت لاتکس برای به دست آوردن co-emulsification و یا post-addition استفادهشده و یا با قیر بهمنظور ساخت امولسیون PMB مخلوط شده است (شکل شماره ۶).
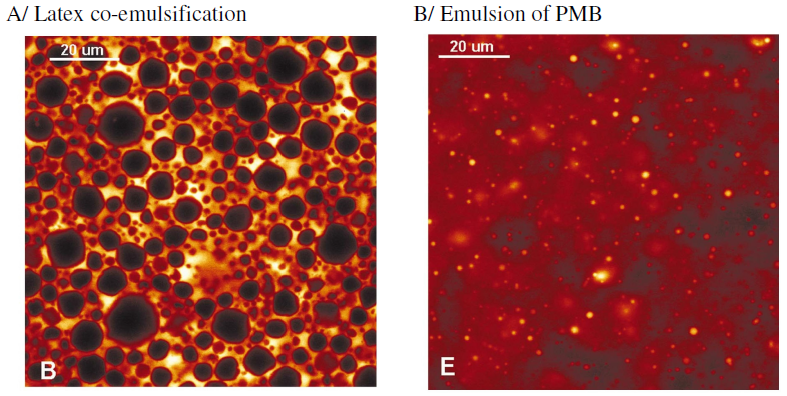
شکل ۶ تأثیر مسیر انتخابشده بر مورفولوژی بایندر باقیمانده. پلیمر در تمامی موارد حضورداشته و به مقدار ۳ درصد وزنی به قیر ۱۸۰/۲۲۰اضافهشده است. در مورد اول (a) پلیمر بهصورت لاتکس اضافهشده و یک co-emulsification را با قیر تشکیل میدهد. اینیک شبکه پیوسته غنی از پلیمر است. در مورد دوم (b) پلیمر برای تشکیل یک PMB ابتدا به قیر با یکفاز پیوسته غنی از آسفالتن با اجزای غنی پلیمر اضافه میشود. توجه داشته باشید که اندازه ذرات اجزای غنی از پلیمر کوچکتر از ذرات PMB اصلی باشد.
برای مشاهده ادامه مطالب درباره این موضوع برروی لینک زیر کلیک کنید:

قیر امولسیونی اصلاحشده پلیمری-بخش هفتم